|
DAIDO大同製鋼NAK80化學(xué)成分%
|
C
|
SI
|
MN
|
NI
|
AL
|
CU
|
MO
|
|
0.05-0.18
|
0.15-1.0
|
1.0-2.0
|
2.5-3.5
|
0.5-1.5
|
0.7-1.5
|
0.1-0.4
|
DAIDO大同製鋼NAK80特性:
(1)鏡麵研磨性(xìng)能甚佳。
○1 因施予特殊溶解及(jí)精煉,故(gù)雜質非常少。
○2 組織致(zhì)密。
(2)放電加工(gōng)性能甚佳。
○1 因其加工(gōng)麵致密且漂亮,故可能取代梨皮蝕花。
○2 因加工麵之硬度不會升高(gāo),故研磨加工較快且容易。
(3)焊接性能(néng)甚佳。
(4)不(bú)需要作熱處理,可直接加工(gōng)製造模具。
(5)原材(cái)硬度HRC37-44。
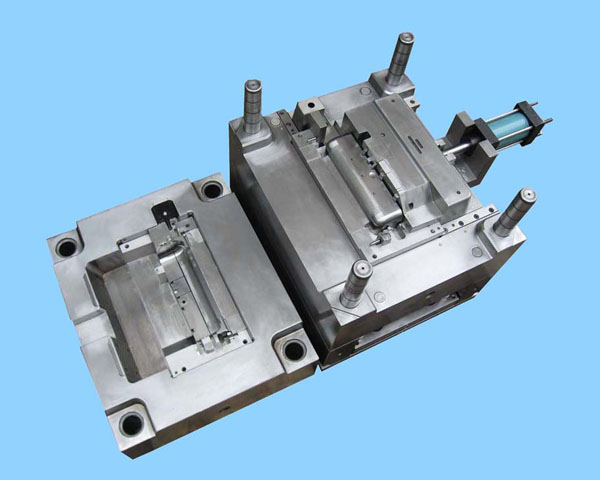
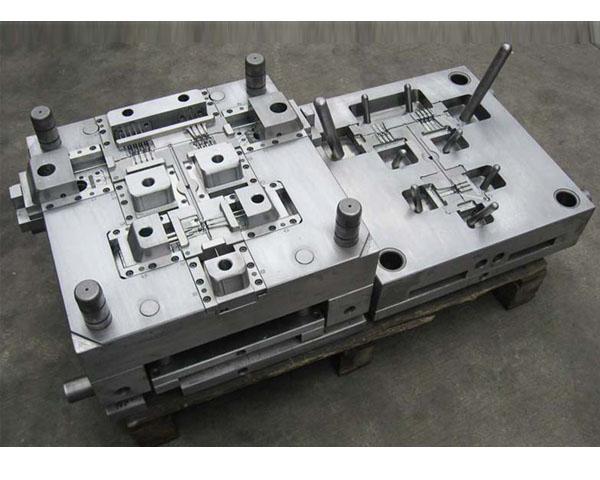
DAIDO大同製鋼NAK80用(yòng)途:
1. 使用在鏡麵拋光模具,電視機濾(lǜ)光板,化妝品盒。
2. 精(jīng)密皺紋加工(gōng)模具,辦公自動化設備,汽車零件放電加工模(mó)具。
DAIDO大同製鋼NAK80加工方式:
NAK 80 具有較高(gāo)的硬度,切削阻力比其它鋼種大,建(jiàn)議使(shǐ)用工具如下:
高速(sù)鋼:M2(SKH51)
超硬合金:P40
切削速度(dù):切削條件決定於產量和製品精度之間的協調,如果要(yào)求精度時,
則(zé)以*20m/min以下的切削速度即能得到良(liáng)好結(jié)果。
鑽孔加工:鑽孔加工時(shí),所鑽之孔徑(jìng)愈大,切削(xuē)速度要愈小。
螺旋溝如果比標準小、長(zhǎng)度短,將可降低工(gōng)具斷裂的危險性。
銑床加工:進(jìn)給量以 0.06m/1 刃為標準,如果進給(gěi)量太大時,會降(jiàng)低工具壽命,
應多加留意。
刨床加工之刨刀推薦如下:
超硬合金刨刀:如果工具後斜角約8°前間隙角10°以下,可得(dé)到較(jiào)佳結果。
高速鋼刨刀:如果工具(jù)後(hòu)斜(xié)角(jiǎo)約15°~20°,前間隙角10°以(yǐ)下,可得到較佳結果。
DAIDO大同製鋼NAK80物理(lǐ)性質:
|
熱膨脹係數
10-6 m/(m x k)
|
20-100℃
|
20-200℃
|
20-300℃
|
|
11.3
|
12.5
|
13.4
|
|
熱傳導性
Cal/cm.sec.℃
|
---
|
---
|
200℃
|
|
---
|
---
|
0.095
|
DAIDO大同製鋼NAK80機械性質:
|
硬度
HRC
|
降伏強度kgf/m㎡
|
抗拉強度
kgf/ mm2
|
伸長率
%
|
斷麵縮(suō)率
%
|
縱向衝擊值
Kgf.m/C㎡
|
|
41HRC
|
103(0.2%)
|
128
|
15.6
|
39.8
|
2-4
|
|